Автоматическая линия штамповки с горячей формовкой в камерной печи



Популярные модели
-
Автоматическая линия горячей штамповки с камерной печью

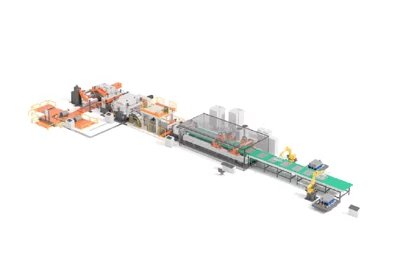
Линия автоматической штамповки с горячей формовкой в коробчатой печи (BOX Furnace Hot Forming Automatic Stamping Line) специально разработана для горячей штамповки высокопрочных стальных компонентов автомобилей.
Она интегрирует автоматизированные узлы полного цикла, включая роботизированную разгрузку заготовок, лазерную маркировку, центрирование и выравнивание, многослойную загрузку и выгрузку печи, а также манипуляторы для загрузки и выгрузки штамповочного пресса.
Вся линия использует систему управления Siemens S7-1500, обеспечивая интеллектуальное управление и мониторинг температуры в реальном времени от разгрузки заготовки до извлечения горячей детали.
С особенностями высокой гибкости, точности и производительности система широко используется для производства автомобильных компонентов безопасности, таких как поперечины дверей, стойки A/B и структурные элементы шасси.
Она помогает производителям достигать легковесного, высокопрочного и экономически эффективного производства автомобильных деталей.
| Item | Автоматическая линия горячей штамповки с камерной печью |
|---|---|
| Общая длина (L) мм | 450–3000 |
| Общая ширина (W) мм | 100–2200 |
| Толщина мм | 0,7–3,0 |
| Общий вес листа кг | 40 |
| Форма листа | Прямоугольная, трапециевидная или другая неправильная форма |
| Количество листов за один ход штампа | До 4 листов на одну матрицу |
| Поверхность листа | Лист с покрытием, LWB, с переменной толщиной |
| Высота заусенца | ≤ 10% от толщины листа |

Роботизированная система раскладки заготовок
Система оснащена импортными шестикоординатными промышленными роботами, которые обеспечивают гибкое разделение заготовок из стопы, их захват и передачу на станцию маркировки. Концевой захват может заменяться вручную либо автоматически с помощью быстросменного соединения. Независимое управление через обучающий пульт позволяет автоматически определять высоту стопы и выполнять поштучную укладку заготовок. Несколько вакуумных генераторов управляют процессом захвата, обеспечивая стабильную, точную и высокоэффективную транспортировку материала.

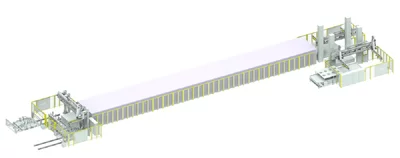
Система загрузочных тележек (двухстопочная тележка)
Система использует конструкцию двухстопочной загрузочной тележки. Паллеты оснащены позиционирующими отверстиями и шкалами с обеих сторон для точной ручной установки стопы и сохранения координат позиционирования. Позиционирующие штифты и механические разделители постепенно отделяют листы друг от друга, обеспечивая плавную и стабильную работу. Тележки автоматически перемещаются при смене стопы и оснащены защитными дверями и световыми барьерами для полной безопасности эксплуатации. Система совместима как с линиями на базе камерных печей, так и с линиями непрерывных печей.

Центрирующая платформа загрузки в печь
После роботизированной раскладки и маркировки заготовки выравниваются на центрирующей платформе для компенсации возможных отклонений, возникающих при загрузке с тележки. 16 сервоприводных толкателей точно позиционируют заготовки перед подачей в печь, что особенно подходит для процессов с конфигурацией 1 пресс-форма / 4 гнезда. Это значительно повышает точность и скорость загрузки, а также предотвращает столкновения материалов. Регулируемые позиционирующие штифты позволяют гибко работать с заготовками различных размеров и сложных форм.

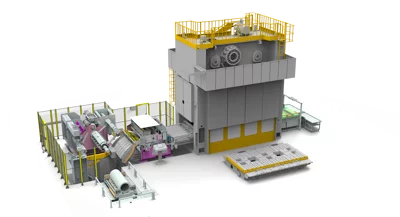
Специальная челночная система передачи для камерной печи
Система передачи печи включает два комплекта манипуляторов, каждый из которых способен выполнять подъём, выдвижение, вращение и поперечное перемещение. Такая конструкция поддерживает работу до 11 уровней печи, обеспечивая одновременную загрузку холодных заготовок и выгрузку нагретых деталей. Загрузочный манипулятор забирает заготовки с центрирующей платформы и посредством согласованного многоосевого движения подаёт их в свободные ярусы печи. Разгрузочный манипулятор получает сигналы от печи в режиме реального времени и быстро передаёт нагретые заготовки загрузочному манипулятору пресса для точной укладки в штамп. Верхняя балка изготовлена из высокопрочных прямоугольных стальных труб с оптимизированным соотношением прочности и массы. Вилки выполнены из жаропрочного сплава, что минимизирует вибрации и деформации при высоких температурах. Крупногабаритная поворотная платформа обеспечивает высокую стабильность вращения по оси R, устраняя недостатки традиционных консольных конструкций. Двухопорная конструкция гарантирует превосходную жёсткость и демпфирование, обеспечивая быструю и стабильную транспортировку материалов. Поверхность вилок имеет зеркальное термоотражающее покрытие, эффективно уменьшающее тепловое излучение и нагрев конструктивных элементов.

Манипулятор загрузки и выгрузки пресса
Трёхосевой манипулятор с сервоприводом поддерживает два режима работы: режим трансфера и режим подачи. Система в реальном времени отслеживает положение ползуна пресса и через программное обеспечение синхронизирует движение манипулятора с ходом пресса, гарантируя безопасное расстояние на всех этапах работы. Ось X использует двухскоростную конструкцию, а подвижная платформа оснащена быстросменным интерфейсом. Каждому штампу соответствует отдельный захват, что позволяет быстро выполнять ручную переналадку под различные детали. Пневматические и электрические соединения выполнены через авиационные быстросъёмные разъёмы. Во время смены концевого захвата манипулятор может полностью смещаться в сторону за пределы колонны пресса, обеспечивая оператору удобный и безопасный доступ для обслуживания.