Línea Automática de Estampado en Caliente con Horno de Caja


Modelos populares
-
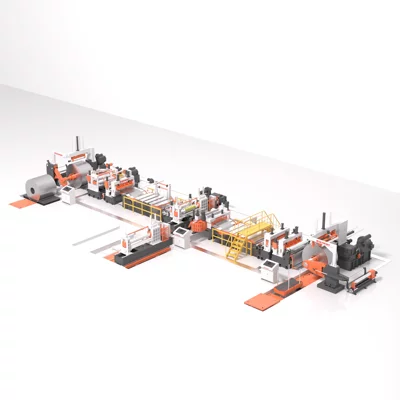
Línea Automática de Conformado en Caliente con Horno de Caja

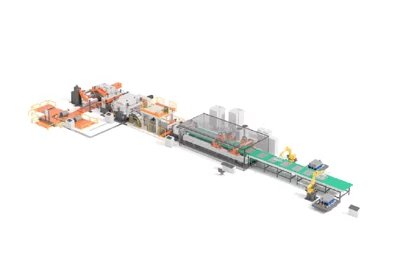
La Línea Automática de Estampado en Caliente con Horno de Caja está especialmente diseñada para el estampado en caliente de componentes automotrices de acero de alta resistencia.
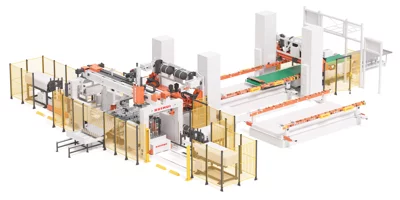
Integra unidades totalmente automatizadas que incluyen desapilado robótico, marcado láser, centrado y posicionamiento, carga y descarga de horno multicapa, y manipuladores de alimentación/descarga de prensa.
Toda la línea utiliza el sistema de control Siemens S7-1500, logrando un control inteligente y monitoreo de temperatura en todo el proceso, desde el desapilado de chapa fría hasta la salida de la pieza caliente.
Con alta flexibilidad, precisión y velocidad de ciclo, esta línea se aplica ampliamente en la producción de componentes estructurales de seguridad automotriz, como vigas de impacto de puertas, pilares A/B y piezas del chasis.
Ayuda a los fabricantes a alcanzar una producción de piezas automotrices más liviana, resistente y rentable.
| Item | Línea Automática de Conformado en Caliente con Horno de Caja |
|---|---|
| Longitud Total (L) mm | 450–3000 |
| Ancho Total (W) mm | 100~2200 |
| Espesor mm | 0.7~3.0 |
| peso total de la chapa kg | 40 |
| Forma de la Chapa | Rectangular, trapezoidal u otras formas irregulares |
| Cantidad de Chapas por Golpe | Máximo 4 chapas por troquel |
| Superficie de la Chapa | Chapa revestida , chapa soldada por láser (LWB) |
| Altura de Rebaba | ≤ 10% del espesor de la chapa |

Sistema Robótico de Desapilado
Equipada con robots articulados importados de 6 ejes, esta unidad separa y recoge las láminas de las pilas con movimientos flexibles, transfiriéndolas a la estación de marcado. El efector final puede cambiarse manualmente o de forma automática mediante un sistema de acoplamiento rápido. El control de enseñanza independiente permite detección automática de altura de pila y operaciones individuales de colocación de láminas. Múltiples generadores de vacío controlan la sujeción del material, garantizando una manipulación estable, precisa y eficiente.

Sistema de Carro de Carga (Carro Doble de Pilas)
El sistema adopta un diseño de carro de doble pila, con paletas de posicionamiento perforadas y escalas de referencia laterales para un ajuste preciso y repetible. Los pasadores de posicionamiento y separadores mecánicos permiten una separación gradual de las láminas, asegurando un funcionamiento suave. El carro se desplaza automáticamente para cambiar de pila y está equipado con puertas de seguridad y cortinas fotoeléctricas, garantizando una operación segura durante la transición. Compatible con líneas de producción de hornos de caja y hornos continuos.

Plataforma de Centrado para Alimentación del Horno
Después del desapilado y marcado, las láminas se alinean en la plataforma de centrado para compensar posibles desviaciones del carro de carga. El sistema utiliza 16 golpeadores servoaccionados para alinear las láminas antes de introducirlas en el horno, siendo apto para operaciones de molde de 1x4 cavidades. Proporciona mayor precisión y velocidad de alimentación, evitando colisiones del material. Los brazos de posicionamiento ajustables permiten adaptarse a láminas de diferentes tamaños y formas irregulares.

Sistema de Transferencia por Transbordador para Horno de Caja
El sistema de transferencia incluye dos manipuladores independientes, cada uno con cuatro movimientos: elevación, extensión, rotación y desplazamiento transversal. Diseñado para hornos de hasta 11 niveles, permite una alimentación y descarga rápidas y precisas. El manipulador de carga toma la lámina desde la plataforma de centrado y la deposita en las capas El sistema de transferencia incluye dos manipuladores independientes, cada uno con cuatro movimientos: elevación, extensión, rotación y desplazamiento transversal. Diseñado para hornos de hasta 11 niveles, permite una alimentación y descarga rápidas y precisas. El manipulador de carga toma la lámina desde la plataforma de centrado y la deposita en las capas vacías del horno mediante un movimiento combinado. El manipulador de descarga recibe la señal del horno y transfiere rápidamente la lámina caliente al manipulador de alimentación de la prensa, que la coloca con precisión en el molde. La viga superior está fabricada con tubos rectangulares de alta resistencia, optimizados para reducir peso y mantener estabilidad. Las horquillas de recepción, hechas de material especial, presentan baja vibración y mínima deformación térmica. El eje de rotación adopta una estructura de disco giratorio de gran tamaño, garantizando estabilidad durante el movimiento del eje R. La estructura de doble apoyo ofrece excelente rigidez, amortiguación y equilibrio dinámico, logrando movimientos de carga y descarga rápidos y estables. Las horquillas están protegidas con material reflectante tipo espejo, reduciendo la radiación térmica y la elevación de temperatura en los componentes estructurales.

Manipulador de Alimentación y Descarga de Prensa
El manipulador servo de 3 ejes admite dos modos de trabajo: transferencia (transfer) y alimentador (feeder). Mediante la detección en tiempo real de la posición del deslizador de la prensa, el sistema sincroniza el movimiento del manipulador con el ciclo de la prensa mediante software de control de movimiento, garantizando una distancia segura en todo momento. El eje X adopta una estructura de doble velocidad, equipada con un sistema de acoplamiento rápido que permite cambiar fácilmente los ganchos o pinzas de sujeción según el molde. Las conexiones neumáticas y eléctricas utilizan enchufes aeronáuticos de desconexión rápida. Durante el cambio de efectores finales, el manipulador puede desplazarse completamente hacia un lado, extendiéndose fuera del bastidor de la prensa para facilitar el reemplazo manual de las pinzas.